
La importancia de la primera capa
Un paso importante
La calidad de la primera capa en una impresión 3D es el elemento más importante de una buena impresión.
Si su primera capa es correcta, esta será la primera garantía de éxito de su impresión 3D. Un gran número de impresiones 3D fallidas se deben a una primera capa defectuosa.
Una primera capa perfecta puede conseguirse manualmente o mediante ayudas electrónicas y de software.

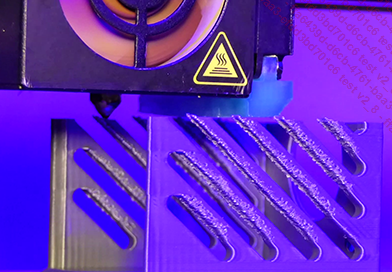
Capa triturada, capa perfecta y capa no suficientemente triturada
Un buen dominio de la primera capa en su impresora 3D le garantizará un porcentaje de éxito mucho mayor.
Una buena primera capa debe:
-
adherirse perfectamente a la superficie de impresión;
-
tener la misma altura en toda la superficie de impresión;
-
ser lo más uniforme posible en toda la superficie de impresión.
Y una buena primera capa no tiene por qué:
-
incorporar protuberancias (sobreextrusión) o huecos (subextrusión);
-
despegarse de la plataforma;
-
obstruir la boquilla o provocar la rotura del sistema de extrusión.
A veces, los problemas de impresión que aparecen mucho más tarde son el resultado de una primera capa que no se dominó.
Si está imprimiendo con varios tipos de filamento, los ajustes correctos para la primera capa se obtendrán con la experiencia, a medida que avance en su dominio de la impresión 3D.
Planitud de la cama de impresión
No todas las superficies de impresión son iguales en términos de planitud.
Lamentablemente, algunas impresoras pueden suministrarse con plataformas abombadas. Este es el caso, en particular, de las plataformas de cristal.
Una plataforma convexa o curva no es recomendable para imprimir, incluso aunque tiene un sensor de nivel en el carro de impresión para corregir defectos de planitud.
Con el desgaste, la superficie de impresión será cada vez menos plana, por lo que es importante limpiar la plataforma o superficie de impresión con regularidad para prolongar su vida útil.
Prueba visual de la planitud de la plataforma y del nivel
Requisito previo: para poder realizar la prueba, debe estar seguro de haber calibrado perfectamente el nivel de la capa Z=0 de su impresora 3D (ver el capítulo Montaje y calibración mecánica y el capítulo Calibración electrónica de la impresora 3D). Ya debería haber realizado algunas pequeñas impresiones 3D en las que la primera capa se haya adherido a la plataforma.
Primero, descargue el archivo Test_Planitud_Plataforma.STL y ábralo en su slicer.
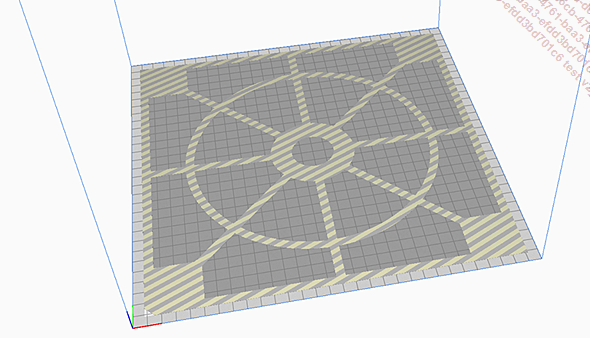
Posicionamiento de la pieza en Cura
Redimensione el archivo de prueba al tamaño de su plataforma. El archivo solo tiene una capa de grosor en la altura Z. Deje sus ajustes por defecto, modificando únicamente la temperatura de impresión...
Los fenómenos de warping y curling
Los fenómenos de warping y curling están relacionados con la retracción del plástico sobre sí mismo al enfriarse.
Warping: en español, «deformación», el warping es la retracción del termoplástico en la superficie de impresión. El resultado es un desprendimiento del objeto impreso, inicialmente en todo el perímetro del objeto, que puede llevar al desprendimiento total de la pieza.

Warping pronunciado en una pieza impresa de aleación PC-ABS
Curling: sinónimo de warping, se centra en el material que se curva sobre sí mismo. En impresión 3D, el curling se produce en las esquinas superiores de una impresión 3D.
Curling en las superficies pequeñas de impresión
Para evitar los fenómenos de warping o de curling, es necesario:
-
tener una buena adherencia de las piezas en la plataforma,
-
tener una primera capa de buena calidad.
Para limitar el riesgo de warping o de curling, puede:
-
mejorar la adherencia de su plataforma,
-
añadir un borde a sus piezas para aumentar la superficie de contacto,
-
aumentar la temperatura de la cama calefactada,
-
reducir la ventilación durante las primeras capas de impresión,
-
orientar sus piezas de modo que la primera capa tenga el menor número posible de bordes y esquinas.
Un pequeño consejo para los diseñadores 3D:
Si es usted diseñador...
Los sensores, asistentes para su primera capa
La plataforma de impresión es la base de toda impresora 3D, sea cual sea la tecnología de impresión 3D. Por lo tanto, es la parte más importante de su impresora. Una plataforma ondulada hará que su pieza se despegue durante la impresión. Necesita una base lo más plana posible.
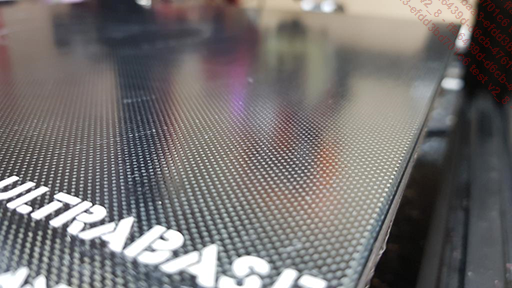
Plataforma microporosa Anycubic Ultrabase
Para corregirlo, tiene varias opciones: cambiar la superficie de agarre de la plataforma por una superficie plana (placa de vidrio, espejo, placa con revestimiento microporoso, etc.) o utilizar un sensor de nivel en el carro de impresión, que sondeará la plataforma en varios puntos.
En otras palabras, no debe haber ninguna diferencia de nivel entre dos puntos de la plataforma.
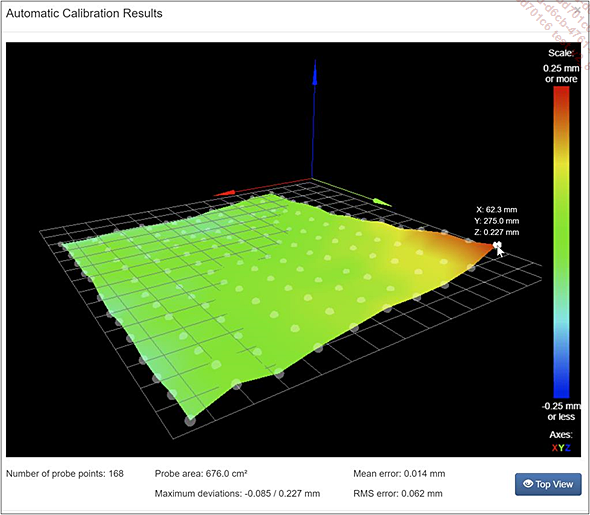
Defectos de planitud en una plataforma de impresión (aquí, 168 puntos en una plataforma de 30 x 30 cm mediante un sensor mecánico de precisión)
Algunas impresoras 3D incluyen de serie sensores, también conocidos como sondas, en el cabezal de impresión. Estos sensores se utilizan para obtener el nivel sensor-plataforma en varios puntos de dicha plataforma. Esto significa que el firmware de la impresora puede recrear una imagen virtual de la plataforma. Gracias a esta imagen virtual del nivel Z en varios puntos de la plataforma, la impresora 3D puede activar una matriz de compensación de la planitud de la plataforma. Mediante esta matriz, las irregularidades de la plataforma se compensan en tiempo real durante la impresión 3D.
Estos sensores también se utilizan en la operación de fin de carrera para el eje Z durante la secuencia Auto Home o homing-Z.
Para instalar uno de estos sensores en una impresora 3D que aún no lo tenga, el firmware de su impresora debe ser compatible. Si no es así, tendrá que modificar el firmware y flashear la placa base de la impresora.
Es perfectamente posible imprimir piezas sin este tipo de sensores. Sin embargo, los sensores de precisión, como BLTouch o 3DTouch, ayudan a borrar las imperfecciones de la superficie de impresión y, por tanto, garantizan una mejor adherencia de la pieza.
1. Sensores remotos
a. El sensor capacitivo
El sensor capacitivo tiene la ventaja de captar cualquier tipo de superficie de impresión. Su repetibilidad y precisión son medias, sobre todo porque la precisión...
Las diferencias en la primera capa según los materiales impresos
De un material a otro, la primera capa no es exactamente igual.
En un filamento de TPU flexible, por ejemplo, el filamento fundido tenderá a extenderse bien y, por lo tanto, se adherirá muy bien a la placa. Dependiendo del filamento, tendrá que estar a la misma altura o más o menos aplastado que un filamento PLA.
En ABS, para obtener una buena primera capa, hay que aplastarla un poco más que en PLA (hasta -0,05 mm).
Los filamentos rellenos de partículas se extienden un poco más porque tienen mayor densidad. En este caso, la distancia entre la boquilla y la plataforma debe ser ligeramente mayor (hasta + 0,05 mm).
Existen multitud de materiales con diferentes características de fusión
La altura de la capa en PETG es similar a la del PLA.
Aquí no hay ciencia exacta. Todo es cuestión de intuición, de feeling.
Dependiendo de cómo utilice la impresora, puede que necesite dejar los ajustes como están.
Pero si cambia a menudo de material y quiere garantizar una primera capa perfecta en todos los casos, sin duda tendrá que reajustar el offset para cada impresión.
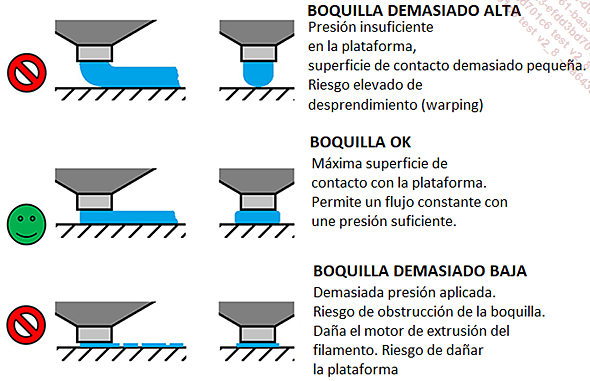
Diagrama que muestra la altura de capa perfecta para cualquier material
Hay una opción adicional en el menú de algunas impresoras, llamada «microstepping», o «babystepping» o «microlevelling»...
Reajuste del nivel con el micropasos
Si su impresora lo permite, en su menú existe una opción de microstepping, micropasos, babystepping o microlevelling. A veces, esta opción también puede ocultarse en el menú Nivelación Z o Levelling Z durante la impresión. El objetivo es corregir electrónicamente y en tiempo real la primera capa de la impresión. Esto es especialmente útil en caso de cambio de material, para no tener que modificar el offset electrónico.
El offset electrónico debe ajustarse de modo que el material que más imprima logre siempre una primera capa perfecta.
Procedimiento
-
Localice el menú microstepping/babystepping/microlevelling.
Este menú aparece con mayor frecuencia al iniciar la impresión. Es posible que forme parte de la función de offset.
El menú Babystep Z en el firmware Marlin de Creality 3D
-
Ajuste su primera capa en tiempo real durante la primera capa de su trabajo de impresión. La comprobación es visual. No olvide las cualidades de una buena primera capa:
-
Homogeneidad de la capa.
-
Adherencia perfecta.
-
Sin abolladuras ni protuberancias.
-
Líneas de impresión pegadas entre sí.
El valor de los micropasos en Z se pone a cero después de cada impresión 3D o después de cada reinicio de la impresora 3D.