
Cuidados y mantenimiento
Cuidados
Los fabricantes de impresoras 3D se olvidarán de explicarle esta parte, pero, si quiere alargar la vida de su impresora, tiene que cuidarla.
El objetivo de los cuidados regulares de su impresora 3D es garantizar que los motores paso a paso de dicha impresora 3D requieran el menor esfuerzo posible. Como resultado, su impresora consumirá menos electricidad, la calidad de impresión de sus piezas no se verá afectada por la mecánica de su impresora y la vida útil de su equipo se alargará. Además, un mantenimiento regular le ayudará a evitar problemas como la obstrucción del cabezal de impresión o el desplazamiento del eje durante la impresión.
1. Engrase de los ejes y lubricación de los rodamientos
El primer paso en el mantenimiento regular es engrasar los ejes de guía en Z y lubricar las guías lineales. Para ello, se aplican ciertas normas de buenas prácticas:
-
Se engrasa una varilla trapezoidal del eje Z.

Varillas trapezoidales engrasables
-
Una varilla «roscada» del eje Z se lubrica con aceite.
-
Las guías lineales con rodamientos de bolas se lubrican con aceite en pequeñas cantidades.
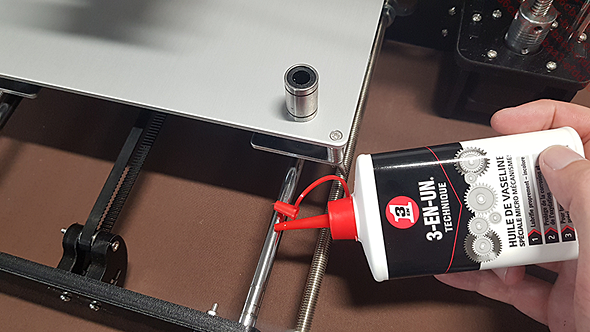
El aceite de vaselina puede utilizarse en las guías de los rodamientos de bolas, pero solo debe emplearse una pequeña cantidad.
-
Para las guías lineales con cojinetes lisos, es preferible utilizar un lubricante seco con PTFE.

Lubricante seco con PTFE para los cojinetes lisos IGUS RJ4JP-01-08
-
En el caso de los rodillos de caucho, poliuretano y plástico de los perfiles, puede dejarlos como están o utilizar un lubricante técnico de silicona en los rodamientos.

Lubricante técnico de silicona para los rodamientos de zapatas guía en V-Slot
Este mantenimiento debe realizarse cuando note que el cabezal de impresión o la plataforma no se mueven con suavidad.
2. Comprobar la tensión de la correa
La tensión de sus correas en los ejes X e Y determina la precisión de las dimensiones de las piezas impresas. Sus correas deben estar suficientemente tensas para imprimir con precisión. Este ajuste ya se realiza cuando se instala la impresora y se comprueba durante la calibración (ver capítulo Montaje y calibración mecánica).
Sin embargo, las fuerzas aplicadas a las correas y sus extremos pueden hacer que estas se aflojen con el tiempo....
Mantenimiento
1. Cambiar la boquilla de impresión
El cambio de boquilla es una operación de mantenimiento. Dicha operación puede llegar a ser regular para ciertos tipos de boquilla. Es importante saber cuándo cambiar la boquilla de la impresora, por qué tipo de boquilla sustituirla y, sobre todo, cómo cambiarla. A veces, incluso se pueden utilizar varias boquillas en la misma impresora.
Hay varias razones por las que puede necesitar cambiar su boquilla:
-
El desgaste actual de su boquilla.
-
La utilización de un diámetro de salida diferente para un proyecto específico.
-
La utilización de otro tipo de boquilla para imprimir un filamento abrasivo o corrosivo.
a. ¿Cuándo debe cambiar la boquilla?
Una boquilla de impresión 3D sigue siendo un consumible para su impresora 3D. Una boquilla siempre se desgastará con el tiempo. Es la parte de su impresora 3D donde se aplica la mayor tensión mecánica. El filamento, sometido a presión y a calor intenso, se evacua a través de una restricción de diámetro proporcionada por su boquilla. Esta restricción de diámetro se ampliará a medida que progresen sus impresiones 3D, especialmente si utiliza filamentos rellenos de partículas, polvo o fibra. Estos tipos de filamento tienen un efecto abrasivo en el diámetro de salida de la boquilla, que se ensanchará con el tiempo.
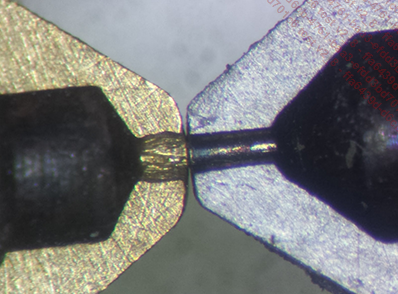
Sección transversal de una boquilla de latón (izquierda) y de una boquilla de acero templado (derecha) tras el paso de un kilogramo de filamento abrasivo relleno de carbono
Este fenómeno de cambio de diámetro en la salida de la boquilla debido a la abrasión da lugar a un depósito de filamento no lineal y a líneas poco definidas de filamento fundido en la plancha de impresión. En el corazón del proceso de impresión, una boquilla desgastada también provoca una subextrusión, es decir, una falta de material en la deposición de filamento y, por tanto, una falta de material en el relleno y las paredes de la pieza.
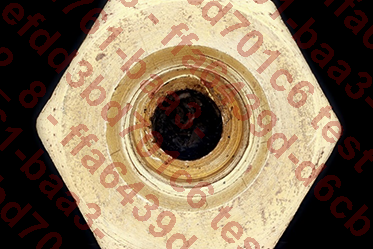
Vista inferior de una boquilla de latón desgastada
b. ¿Qué tipo de boquilla?
Existen diferentes tipos de boquillas que se adaptan a distintos tipos de aplicación. La mayoría de las boquillas tienen una rosca M6. La longitud de la rosca determina...