
Diagnóstico de piezas defectuosas
Introducción
Este capítulo es un excelente punto de partida si está intentando mejorar la calidad de sus piezas impresas en 3D. Aquí encontrará una lista exhaustiva de los problemas de impresión 3D más comunes y de los ajustes de software que puede utilizar para solucionarlos. Además, cada apartado incluye una fotografía del problema en cuestión para que pueda identificarlo rápidamente.
Problemas mecánicos
1. Cabezal de impresión obstruido
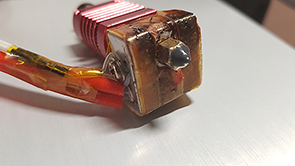
Su impresora 3D tiene que fundir y extruir muchos kilogramos de plástico a lo largo de su vida útil. Para complicar las cosas, todo ese plástico tiene que salir del extrusor a través de un diminuto orificio del tamaño de un grano de arena. Inevitablemente, puede llegar un momento en que el sistema de extrusión ya no pueda empujar el plástico a través de la boquilla. Estos atascos u obstrucciones se deben generalmente a que algo dentro de la boquilla impide que el plástico extruya libremente o a un aumento de la temperatura en la parte fría del filamento. He aquí algunas soluciones:
-
Empuje manualmente el filamento a través del sistema de extrusión. Una de las primeras cosas que puede intentar es empujar manualmente el filamento a través del cabezal de impresión. Para ello, aumente la temperatura de la boquilla hasta alcanzar la temperatura de impresión de su filamento. Pida a la impresora que realice una extrusión de 10 milímetros a través del control de la impresora o utilizando Cura o Pronterface. Con el motor del extrusor en marcha, use las manos para ayudar a empujar el filamento dentro del cabezal de impresión. En muchos casos, esta fuerza adicional será suficiente para conseguir que el filamento avance más allá de la zona problemática.
-
Vuelva a cargar el filamento. Si el filamento sigue sin moverse, lo siguiente que hay que hacer es descargar el filamento. Compruebe que el bloque calefactor se ha calentado a la temperatura correcta y, a continuación, utilice los controles de la impresora para extraer el filamento, controlando el motor de extrusión. Como antes, es posible que tenga que aplicar más fuerza si el filamento no se mueve. Una vez retirado el filamento, utilice unas tijeras para cortar la parte fundida o dañada de este. A continuación, vuelva a cargar el filamento y compruebe si puede extruir con la nueva sección de filamento no dañada.
-
Limpie el cabezal de impresión. Si los métodos anteriores no han funcionado, es preciso realizar una limpieza del cabezal de impresión. Para ello, consulte el capítulo Cuidados y mantenimiento, en el apartado Limpiar y desatascar...
Problemas al iniciar la impresión
1. Ausencia de extrusión en el arranque
Se trata de un problema muy común para los nuevos propietarios de impresoras 3D, aunque afortunadamente también es muy fácil de solucionar. Si su sistema de extrusión no está extruyendo plástico al inicio de la impresión, hay cuatro posibles causas:
-
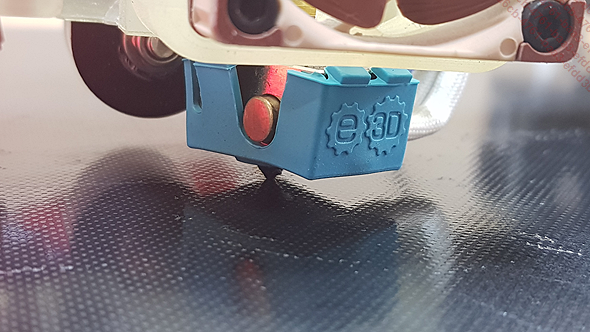
El sistema de extrusión no se cebó antes de comenzar la impresión. La mayoría de los sistemas tienen la mala costumbre de gotear plástico cuando están inactivos a altas temperaturas. El plástico caliente dentro de la boquilla tiende a escurrirse por la punta de la boquilla, creando un vacío dentro de la boquilla por donde se ha escurrido el plástico. Este fenómeno puede ocurrir al principio de una impresión, cuando se calienta por primera vez el bloque calefactor, y también al final, cuando la boquilla se enfría lentamente. Si su sistema de extrusión ha perdido plástico debido a este goteo, la próxima vez que intente extruir probablemente pasarán unos segundos antes de que el plástico empiece a salir de nuevo por la boquilla. Si intenta iniciar una impresión después de que su boquilla haya perdido plástico, es posible que note el mismo retraso en la extrusión. Para solucionar este problema, asegúrese de cebar la boquilla justo antes...
Problemas durante la impresión
1. Subextrusión
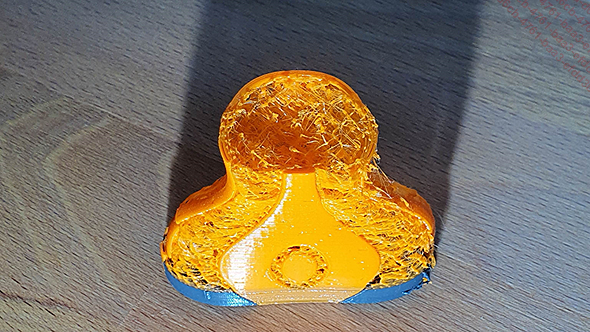
La subextrusión se evidencia por la falta de material entre las paredes o en el relleno al 100 %. En una pieza con menos del 100 % de relleno, son las capas superior e inferior las que dan una indicación de la calidad de la extrusión. Si aparecen espacios entre las líneas, su pieza está subextrusionada. Es posible que la subextrusión se produzca durante un cambio de filamento, de marca de filamento o de material. Existen tres soluciones para este problema:
-
Cambie su filamento. El diámetro de su filamento no es adecuado para su sistema de extrusión. Esto puede deberse a un diámetro de entrada deficiente o a un filamento de mala calidad cuyo diámetro es inconsistente a lo largo del hilo.
-
Aumente la velocidad de alimentación del filamento. El flujo o caudal se puede ajustar durante la impresión en la mayoría de las impresoras. En Cura, el parámetro de velocidad de flujo se establece en 100 % por defecto. Para la subextrusión, puede ser necesario aumentar la velocidad de flujo al 115 %.
-
Compruebe el diámetro de la boquilla. Su boquilla puede estar demasiado desgastada y su diámetro, agrandado. En este caso, la presión ya no se mantiene suficientemente en la salida de la boquilla. El caudal de hilo no es suficiente para el diámetro de la boquilla y deberá cambiar la boquilla.
2. Sobreextrusión

La sobreextrusión se produce cuando hay demasiado plástico en la impresión. Esto puede provocar errores en el tamaño de la pieza y el deterioro de la superficie de la pared exterior. Existen dos soluciones para este problema:
-
Cambie su filamento. El diámetro de su filamento no es adecuado para su sistema de extrusión. Esto puede deberse a un diámetro de entrada deficiente o a un filamento de mala calidad cuyo diámetro es inconsistente a lo largo del hilo.
-
Reduzca el flujo de alimentación del filamento. El flujo se puede ajustar durante la impresión en la mayoría de las impresoras. En Cura, el parámetro flujo está ajustado al 100 % por defecto. En caso de sobreextrusión, puede ser necesario reducir el caudal al 85 %.
3. Agujeros en las capas superior e inferior

Para ahorrar plástico, la mayoría de las piezas impresas en 3D se crean con una carcasa...
Problemas en el resultado final
1. Rebabas en la pared exterior

Durante la impresión en 3D, el sistema de extrusión está en constante movimiento cuando el cabezal de impresión se desplaza a diferentes partes de la plataforma. La mayoría de los sistemas de extrusión son muy buenos a la hora de producir una extrusión uniforme durante su funcionamiento. Pero, a veces, las repetidas retracciones y reinicios de la extrusión crean desplazamientos en la extrusión del filamento. Por ejemplo, si observa la cubierta exterior de sus piezas impresas, puede notar una pequeña marca en la superficie que representa el lugar donde el extrusor comenzó a imprimir esa sección de plástico. La impresora debe de haber empezado a imprimir la cubierta exterior de su modelo 3D en este punto específico, y luego eventualmente regresó a este punto cuando se imprimió toda la cubierta. Estas marcas se conocen comúnmente como rebabas o blobs en inglés. Como se puede imaginar, es difícil unir dos piezas de plástico sin dejar una marca, pero hay varias herramientas en Cura que se pueden utilizar para minimizar la aparición de estas imperfecciones en la superficie.
Si empieza a notar pequeños defectos en la superficie de su impresión, la mejor manera de diagnosticar qué los está causando es vigilar de cerca la impresión de cada perímetro de su pieza. ¿Aparece el defecto cuando la boquilla empieza a imprimir la nueva pared? ¿O solo aparece más tarde, cuando la pared está terminada y la boquilla deja de imprimir? Si el defecto aparece inmediatamente al inicio del recorrido, es posible que deba ajustar ligeramente la configuración de la retracción:
-
Aumente la distancia de retracción o reduzca la velocidad de retracción. Si aparece demasiado plástico al reanudar la extrusión después de una retracción, la distancia de extrusión no era lo suficientemente larga o la velocidad de retracción es demasiado rápida. Ajuste estos parámetros en consecuencia y vuelva a intentarlo.
-
Ajuste el volumen adicional de plástico al inicio. Si las pruebas anteriores no tuvieron éxito, puede ajustar el parámetro Volumen adicional al cebar en la pestaña Material de Cura. Si sigue habiendo...